Boosting Operator Effectiveness: Traditional vs. High-Performance HMI
We provide solutions to the world's toughest industrial challenges: enabling more renewable energy on the grid; reducing emissions; increasing plant ...

Do you manage, supervise, and operate a chlorate production process? Are you looking for saving opportunities or optimization possibilities? Find inspiration in this blog on how you can benefit from debottlenecking and advanced process control (APC) optimization.
The sodium chlorate (NaClO3) is obtained from sodium chloride and water by electrolysis under controlled electricity supply, temperature, pH and residence time. Then, the liquid product is adjusted in pH for equipment corrosion protection and directed to the crystallizer. The slurry is dried to obtain the final product, and the excess mother liquor is recycled.
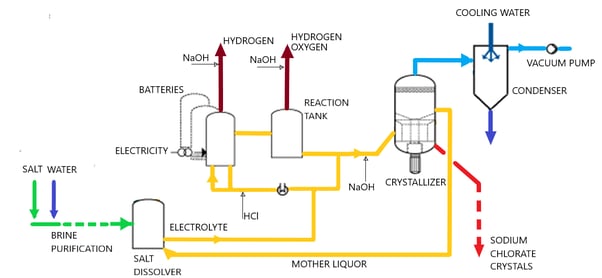
Figure 1: Sodium Chlorate Production Process
Chlorate production is an electrochemical process, and as such, it is a major electricity consumer. A good amount of the OPEX resides in the electricity bill. When the chlorates’ market demands less than your plant capacity, the batteries are not 100% loaded, and operate at an electrical current lower than the maximum allowed. This is where you have the margin to reduce the specific consumption (as in the kWh needed to produce a ton of chlorates) by pushing the production to the most efficient cells first.
An APC solution can be used to manipulate the independent variables (namely current and electrolyte intake) to steer the process against real constraints (maximum current, total production target, inlet and outlet concentration specs, etc.) while fulfilling a safety operation (for example, maintain oxygen concentration well below explosion risk limits and limit hydrogen evolution rate below maximum).
Models between the independent and control variables and a tailored objective function aiming to equalize and minimize the voltage per gap will be the core of the model predictive control (MPC) application. Automating the batteries’ operation will result in energy saving, reducing the process variabilities, and reducing the operators’ intervention.
Do you find that your plant is consuming way more caustic and acid than expected? It is possible that you are recycling more electrolytes than nominal? Think about it: based on the performance of the crystallizer, the mother liquor recycle may increase, which will result in more caustic and acid consumption to keep the pH at spec.
Let me elaborate: the solubility of sodium chlorate diminishes with temperature, and the optimal crystallization temperature is approx. 28°C, which can be achieved by using water as a coolant with a flash cooling crystallization mechanism. If your crystallization temperature is higher, you will be able to crystallize fewer chlorates, but you will also remove less water by flash, which in turn translates into mother liquor recycles with higher flow rates and chlorate concentration.
In a flash cooling crystallization system, the crystallization temperature is indirectly controlled by the (vacuum) pressure controller, which manipulates the cooling water flow to the condenser.
If in the summer, the cooling water temperature rises and the pressure controller is most of the time saturated, then yes, the plant is constrained, and the crystallizer is far from operating at the optimum. APC can help optimize the operation of your plant against any real constraints, delivering maximum profitability.
Interested in debottlenecking and APC solutions for chlorate production plants? We can tell you all about the minimum requirements for an APC project to become a success.
Book a demo with one of IPCOS experts here.