Boosting Operator Effectiveness: Traditional vs. High-Performance HMI
We provide solutions to the world's toughest industrial challenges: enabling more renewable energy on the grid; reducing emissions; increasing plant ...
Model Predictive Control (MPC) and Real-time Optimisation (RTO) are technologies that drive processes to their most profitable operating region, without the need to invest in additional plant equipment. These technologies provide different features and functionalities and could quite often work in complement with each other. Plant managers need to decide which technology is best suited for their facility based on many factors. Is it possible to implement one technology that incorporates MPC and RTO in a single solution?
Both MPC and RTO optimise the process by using a mathematical process model as the basis of calculations. Although there are similarities in how these technologies have been derived, the project methodology, model development and deployment of these technologies differ from one another. Basically MPC makes sure the process is maintained within the preferred operating envelope, even when process conditions change. RTO on the other hand calculates the true economic plant operation. As the economic optimum might be outside the current operating envelope, the RTO may propose to move the process to a different operating point.
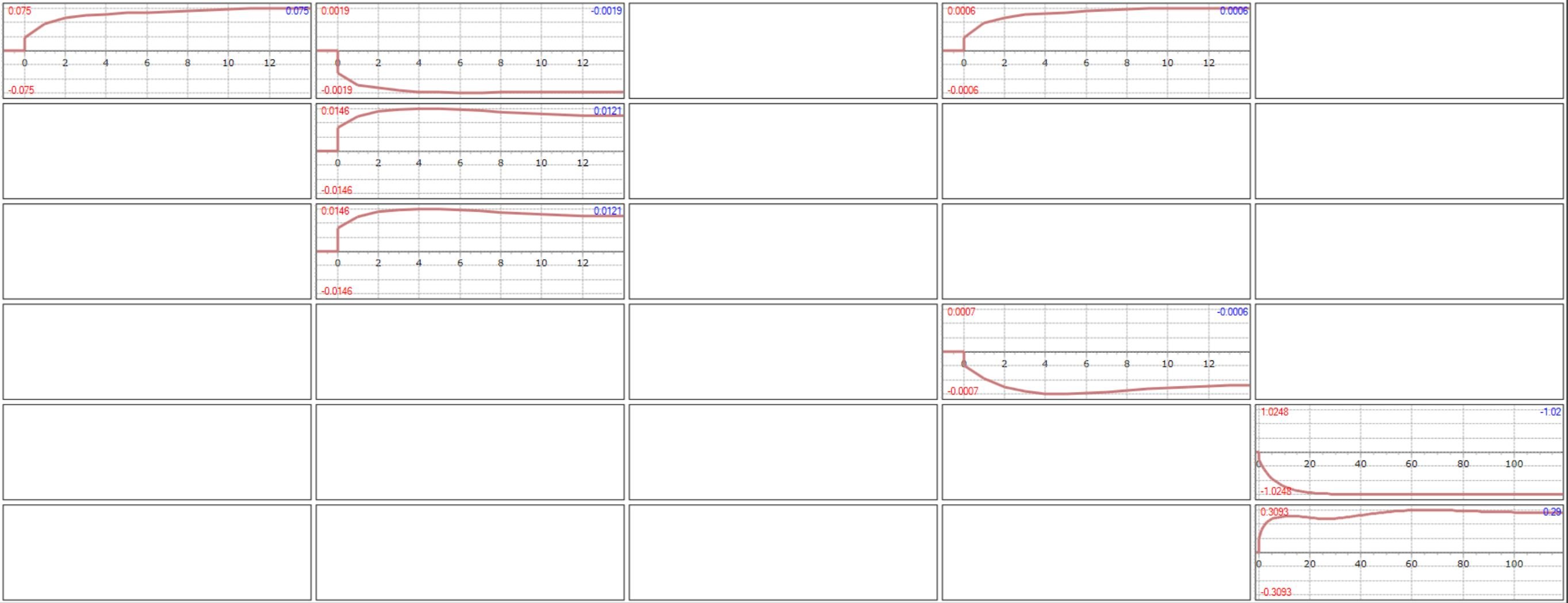
Most MPCs utilize an empirical linear dynamic model (as shown below) to control process variables tightly within specified ranges.
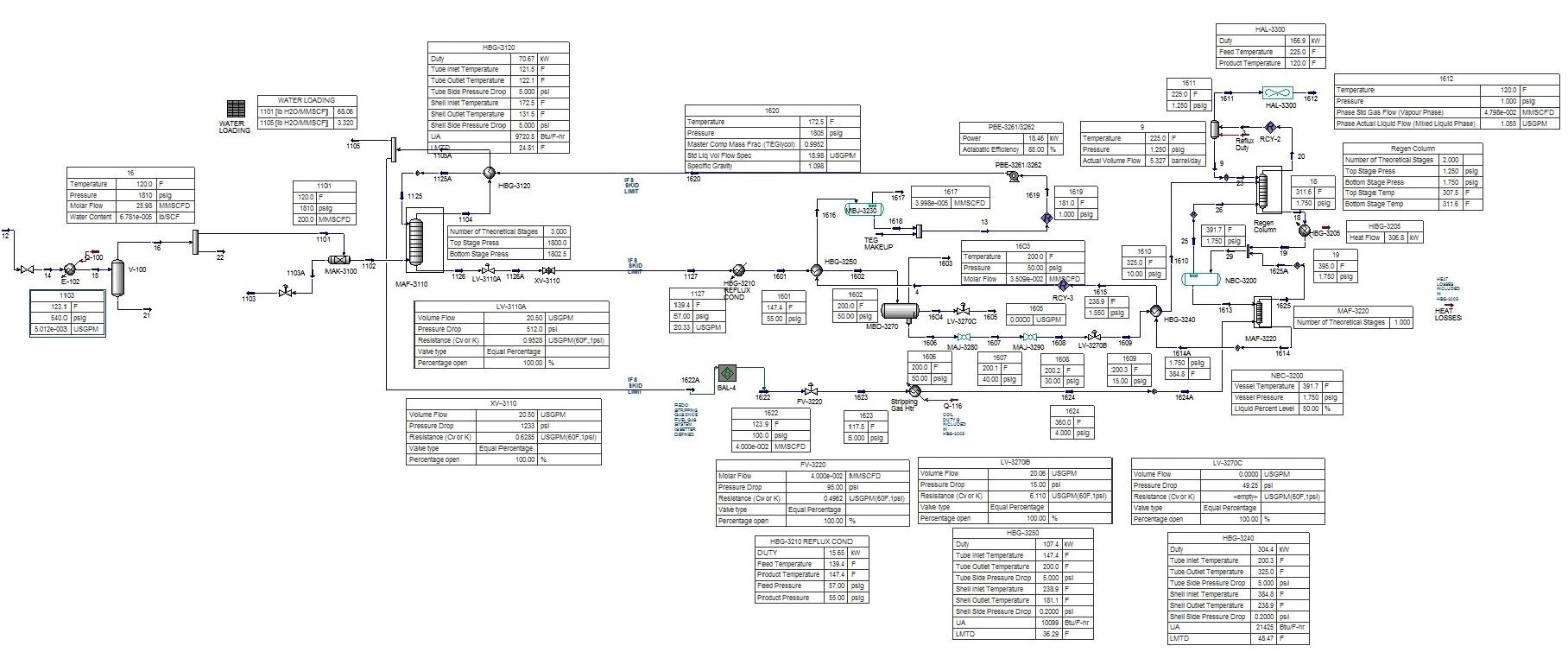
Most RTOs are using a rigorous steady state nonlinear model based on energy and mass balance equations.
 The nonlinear RTO model is used to calculate the most profitable plant operation. RTOs optimize the nonlinear trade-off between product yields and utility costs and re-calculate the new optimal operation when feed or product prices are changing, or when constraints shift. This trade-off cannot be calculated by MPC as it utilizes a linear model.
The nonlinear RTO model is used to calculate the most profitable plant operation. RTOs optimize the nonlinear trade-off between product yields and utility costs and re-calculate the new optimal operation when feed or product prices are changing, or when constraints shift. This trade-off cannot be calculated by MPC as it utilizes a linear model.
MPCs typically are executed once per minute while RTOs are executed at a much lower frequency, the optimization runs typically are performed every couple of hours. MPCs are designed for dynamic control and maintain the process within the critical operating envelope in case of disturbances. RTOs are only built for optimization, not for control.
Finally, besides complexity of these technologies, they also differ in cost of ownership and skills required to maintain them.
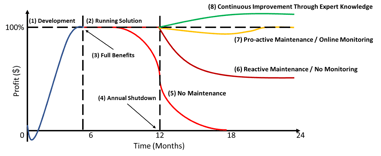
The first step in process control and optimisation is typically the implementation of MPC. MPC implementations have excellent return on investment and are quick to implement so it is relatively easy to build a convincing business case. The decision to continue with the RTO implementation is taken only when there is a good case for further delivery of benefits with RTO.
MPC forms a conduit for implementing the RTO targets and is considered to be an essential layer below RTO. Implementing RTO without MPC is not considered to be best practice. The main task of the MPC is to move the plant to the optimal operation calculated by RTO, and to maintain it at the optimised operation even when process conditions change. In addition, the stabilised plant operation as a result of MPC greatly helps the RTO during the parameter estimation cycle.
Traditional RTOs are using rigorous steady-state models of the plant. These are very detailed process models and the optimisation scope is typically limited to one or two units. It takes a substantial amount of expertise to build these models and also to make sure the models are maintained properly. RTOs are often not running anymore because the model was never updated after a turn-around. The model does not match the plant anymore and cannot be used for optimisation.
Recent developments are moving towards a very simplified hybrid RTO model, only the process nonlinearities required for the economic optimisation are modelled (semi-) rigorously. The rest of the model is a linear regression model, quite often taken from the MPC or based on step-test data. Another difference is that recent RTO technologies are using a dynamic model, typically low order linear process dynamics is assumed. The dynamic model allows executing the optimisation cycle at a much higher frequency, in the range of minutes, compared to hours for the traditional RTO. The simplified RTO model also makes it possible to include multiple units in the optimisation scope and global optimisation across different plants could be performed. There are RTOs that optimise the entire site. Finally, maintenance is much easier, basically the MPC engineer could make small adjustments to the RTO model.
Although recent RTO technologies are running at a much higher frequency and are utilising a dynamic model, MPC is still doing a better job in rejecting process disturbances and maintaining the plant between the limits. Therefore, the same structure as for traditional RTO is typically still used, the optimized targets are implemented by the underlying MPC.
The advantage of MPC and RTO being separate technologies is that MPC deployment is quick and easy and the application is already generating benefits. Hence return on investment is well-defined and attractive. RTO could further enhance process performance and profitability. However, implementing two different technologies basically doubles the implementation cost, and even more important, also the cost of maintenance.
The more recent RTO technologies, the dynamic RTOs with hybrid models, are already used to replace some part of MPCs. Tight constraint control is still handled by the MPC, but the slower dynamic optimisation can be performed by the RTO. The obvious next step would be replacing RTO and MPC by one system. That system could be an MPC that utilises a hybrid model, a simplified nonlinear semi-rigorous model and an empirical data driven model, similar to the recent RTO models.
MPCs that use a nonlinear model already exist for quite some time, but typically are designed for a small scope. The main issue of large nonlinear MPCs is that the model validation can be challenging and the closed-loop control behaviour may become unpredictable. Depending on the process conditions the model will change and that may result in undesirable control behaviour. Therefore, the commissioning of these controllers is a time consuming process. The MPC performance for all possible constraint sets need to be validated as the closed-loop control behaviour changes when different constraints become active.
Modern identification techniques using AI may help in building dynamic nonlinear models. But the results of these identification algorithms are not yet sufficiently reliable to generate models that can be used for online control. Proper validation of the models still is a major challenge and can be very time-consuming.
There are benefits of implementing two different technologies, one for control and another for optimisation. As mentioned before, the cost of implementation and maintenance will be higher, but the benefits are:
MPC and RTO could merge into one technology, but for the practical reasons mentioned above only for small applications. These applications could benefit from the hybrid model and local nonlinear optimisation could be performed by the MPC. For large, multiple unit optimisation, a solution comprising of MPC and RTO will still be the recommended approach.